Plastmasas izstrādājumu spiedienliešanas princips:
Termoplasta (plastmasas, polimēra) izstrādājumus iegūst ar liešanas mašīnām, izmantojot spiedienliešanas metodi. Plastmasu (granulu veidā) ieber liešanas mašīnas tvertnē. Dozēts granulu daudzums, kas nepieciešams vienai iesmidzināšanas reizei, ar virzuļa palīdzību tiek novirzīts uzieplūdes telpu. Ar virzuļa kustību plastmasa tiek padota cilindrā, ko no ārpuses apsilda elektriski elementi. Turklāt plastmasa vispirms virzās nepārtrauktā plūsmā, bet pēc tam applūdina torpēdu un plānā slānī iziet cauri gredzenveida telpai starp cilindru un torpēdu. Pateicoties tam, tā labi sajaucas un tās temperatūra paaugstinās līdz tehnoloģiskajā režīmā noteiktajai.
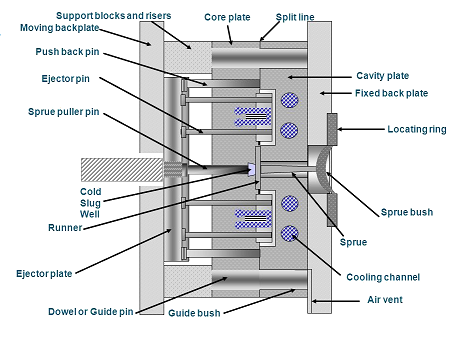
Liešanas cikls sākas ar presformas (forma, matrica, štance) sakļaušanās brīdi. Vispirms presformas kustīgā daļa pievirzās pie nekustīgās. Šajā brīdī virzulis liela spiediena ietekmē iesmidzina plastmasu presformā, kas tiek dzesēta ar ūdeni. Tā kā presformas temperatūra ir par 100—160 °С mazāka nekā kausējuma temperatūra, kausējums ātri tajā atdziest un sacietē. Lai novērstu plastmasas rukšanu ātras atdzišanas rezultātā, virzulis pēc iesmidzināšanas kādu laiku uztur presformā spiedienu. Pēc tam tas atiet, un tādā pašā kārtībā no tvertnes cilindrā tiek padota nākamā plastmasas porcija.
Plastmasa presformā kādu laiku tiek atdzesēta. Nogaides laiku nosaka, vadoties pēc kausējuma viskozitātes un lējuma sieniņu biezuma. Pēc tam presforma tiek atvērta. Pēc presformas atvēršanas, ar liešanas mašīnas hidraulisko cilindru palīdzību iedarbojas bīdītāji un tie izstumj izstrādājumu no presformas.